模具设计培训:汽车后背门注塑模设计与模流分析
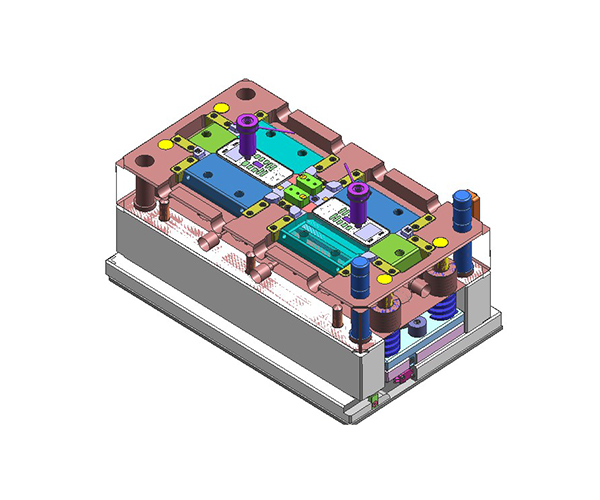
根据轿车后门护板的结构特点和技术要求,设计了一副大型薄壁热流道注射模。通过模流分析,确定了合理的浇注系统。通过控制开口热喷嘴的浇口前端的最大直径,解决了模制塑料部件的收缩凹陷问题。通过在热喷嘴周围和热喷嘴前端的固定模具区域设计单独的冷却通道,解决了热喷嘴拉丝现象。流延和高栅极残留被成功消除。结果表明,模具结构科学先进,成型周期控制在60 s以内,效率比同类型号的门护板提高8%左右。 汽车后门护板位于汽车内部的后部,是汽车内饰的重要组成部分。它集安全、舒适和美观于一体,并且具有良好的触感。汽车后门护板由塑料制成,并通过模具注射成型。塑料不仅能满足其功能要求,而且重量轻,为汽车的轻量化设计提供了强有力的保证。本文针对同类型车辆车门护板成型过程中存在的问题,进行了优化设计,取得了满意的效果。 1塑料零件外观要求和结构分析 出了汽车后门护板的零件图。材料是聚丙烯(PP)三元乙丙橡胶(EPDM)。聚丙烯重量轻、韧性好、耐化学性好、耐磨性好、流动性好。三元乙丙橡胶用于改善聚丙烯的阻燃性、耐候性和强度。收缩率为1.2 %[1]。塑料件的特点和技术要求如下:(1)最大外形尺寸为1167.6毫米× 562.9毫米× 322毫米,平均壁厚为2.5毫米,属于大型薄壁塑料件[2号】;(2)塑料部件的外侧没有反扣,但内侧有许多卡(反扣)。有14个L1 ~ L14,都是安装结构,要求精度高。(3)塑料件有许多加强筋,使成型和脱模更加困难;(4)塑料件的外观表面要求高质量,需要用皮纹装饰。不允许有浇口痕迹,不允许有斑点、缩孔、焊接痕迹、飞边和其他缺陷。 2模具结构设计 每个模具应采用热流道浇注系统。因为塑料件的外表不允许有浇口痕迹,所以只能从塑料件的内侧进料,即脱模系统和浇注系统都设计在固定模侧。这种模具称为定模脱模或倒装模具。模具设计寿命为30万次,注塑机采用海天股份制集团的2000吨注塑机。该模具的最大外部尺寸为1,750毫米× 1,100毫米× 1,015毫米,总质量约为16吨,属于大型注塑模具[3]。详细结构如图2所示。1-移动模具固定板2-移动模具b板3-内抽芯4-推块5-推杆6-复位杆7-固定模具a板8-倾斜推杆9-@ k 1583887096 10-推板导柱11-推件固定板12-倾斜推杆滑块13-导向套14-推件底板15-@ k 1583887097框架板16-固定模具固定板17-导向柱18-导向套19-推块20 (A)固定模具布置图(B)截面图(b)B-B (c)截面图(c)A-A (d)模制塑料部件的透视图(缩小) 2.1浇注系统的设计 汽车后门护板尺寸大,外观表面不允许有门痕,形状复杂,有很多筋骨,尤其是塑料件中间区域的网状筋骨,容易因滞留空气造成真空吸附,使熔体填充更加困难。模具使用热流道从塑料零件内部多点进料。图3示出了汽车后门护板的进给方案,其中三个点浇口直接从塑料部件的内侧进给,两个点浇口在塑料部件穿过的位置转向内侧浇口。通过模头流动分析,证明该进料方案填充良好,无成型缺陷,如图4所示。由于开式热喷嘴有冷料手柄,为了避免冷料手柄反面(即塑料件的外观表面)出现收缩凹陷,开式热喷嘴前浇口的最大直径(即冷料手柄的最大直径)应控制在3毫米G3,分流采用10毫米×8毫米[4]的梯形截面。 模具热流道浇注系统由主热喷嘴、顺序电磁阀组成。热流道板、二次热喷嘴等。详见图5。热喷嘴采用开放式结构,按G1、G2、G3、G4顺序进料,由顺序阀控制。热流道框架板中的槽应设计成工艺r角,以避免划伤电线。热流道插座位置应满足客户要求。主加热喷嘴必须比面板低至少2 mm。液压系统和电气系统在非操作侧连接,不能超过代码模板。 2.2成型零件的设计 该模具的定模和动模采用整体结构,即将模板和镶块制成一体。定模A板采用模具钢718H,调质硬度为30-35 HRC,动模采用模具钢P20,调质硬度为30-34 HRC。固定模和活动模相对于模具插入部分的插入角度保证至少大于7度。为了保证定模和动模的精确定位,模具的板甲和板乙与四边的管子位置互锁。塑料零件的外表面(即表面a)严禁作为嵌件。如果塑料部件有一个穿孔或插入孔,可以选择它作为移动模具中的插入件,以便于磨损后的更换。该模具动模的局部凸区可作为镶块,便于加工,节省材料。2.3侧抽芯机构的设计 由于塑料件的反扣L1至l14都在塑料件的内侧,所以采用“内侧抽芯斜推杆”的侧向抽芯结构。 所有斜推杆底座为整体式,开模时不受剪切力影响。倾斜推杆应设计成止转定位结构。倾斜推杆的导向段长度至少应为倾斜推杆长度的2/3。出于安全原因,所有倾斜推杆的倾角应为10()。斜推杆直径为φ25 mm,材质为SUJ2。倾斜推杆应经过热处理和高频淬火。斜推杆导向块全部材料为铍铜,具有良好的耐磨性和导热性[6]。 2.4温度控制系统的设计 汽车后门护板是一种大型平板内饰,需要良好的温度控制系统来保证塑件的外观质量和成型周期。动模和定模均采用“直通水管升降式水井”的组合形式,其中动模设计12组水路,定模设计10组水路。模具的冷却水道与物料流动方向相同,水道冷却均匀。冷却水道之间的距离为50 ~ 60毫米,冷却水管的直径为φ15毫米,水井的直径为φ25毫米。模腔的冷却面积达到模腔投影面积的60%,[7]。详见图2和图7。模具的定模和动模采用内循环冷却通道,可调节和矫正塑件的变形。此外,模具热喷嘴的附件需要重点冷却。水道围绕每个热喷嘴设计。由于充分的冷却和均匀合理的水路设计,保证了抽芯塑件的质量,提高了模具的生产效率。注射周期成功控制在60 s左右,与同类型号的车门护板注射模相比,生产效率提高了8%左右。 (a)固定模具冷却系统(b)移动模具冷却系统
2.5导向定位系统的设计 导模系统主要由四个圆形导柱组成,布置在动模B板的四个角上,直径为φ70 mm。定位系统主要是围绕内模的定位锥面,锥角为5°,如图8所示。 (a)移动模具(b)固定模具 图8是模具的透视图 图8模具的立体图 动模导柱的长度为340毫米,可以满足动模与定模接触前插入定模导套30毫米的要求。由于开模后成型的塑料件留在固定模侧,在活动模上安装导柱不仅有利于机械手取零件,避免塑料件上导柱的油污,而且起到支撑整个固定模的作用,便于安装人员配合模具[8]。导柱前端的一侧有5度倾斜,以确保导柱顺利插入导套,并便于锁匠打开和关闭模具。2.6脱模系统设计 模具采用“推杆推块斜推杆油缸顶出”的组合脱模结构,如图2和图9所示。打开定模和动模后,用推杆、推块和斜推杆将塑料件推出。由于脱模系统和浇注系统都在注塑机的固定模板侧,模具的推动部分不能由注塑机的顶杆驱动,只能由规格为φ 63 mm× 180 mm的油缸驱动。如图8所示,油缸安装在固定模具的上下两侧。 2.7模具排气系统的设计 汽车后门护板属于大型内饰。空腔里有很多空气。当熔体高速进入型腔时,空气必须及时排出。否则会影响成型质量或延长成型周期。排气系统主要由分型面排气槽和每个推动件与模板之间的间隙组成。分型面上的排气是主要的排气结构。它设置在移动模板的分型面上。空腔的周边包括主排气槽(0.04毫米深,10毫米宽,50个),次排气槽(0.5毫米深,10毫米宽,50个)和第三排气槽(1毫米深,10毫米宽)。如图10所示,主排气槽之间的距离平均约为70 mm。 3模具工作过程 熔体通过注射成型机的喷嘴,并通过主热喷嘴26、热流道板28和副热喷嘴29进入模腔。在熔体填充模腔之后,注射成型机拉动模具的可移动模具固定板1,并且在保持压力、冷却和固化直到其足够刚性之后,从分型面1打开模具。开模距离达到400毫米后,脱模油缸21推动推件固定板14,推件固定板推动32根推杆和14根斜推杆,当塑料件与固定模分离时,进行内抽芯。机械手取出塑件后,脱模油缸拉动推动件及其固定板复位,注塑机推动动模关闭模具,模具进行下一次注射成型。 结论 (1)在模具设计前,利用模具流动分析,预测并成功解决塑件的熔接痕、气体滞留、填充和收缩变形等问题非常重要,避免了后期反复修改带来的经济损失; (2)通过控制开式热喷嘴浇口前端的最大直径,成功解决了汽车后门护板表面收缩凹陷的问题;通过在热喷嘴周围和热喷嘴前端的固定模具区域设计单独的冷却通道,成功地解决了热喷嘴的拉丝、流延和浇口残留高的问题。 (3)模具结构先进合理,生产后运行稳定,成型周期控制在60 s以内,生产效率比同类型号的车门护板注塑模具提高8%左右;塑料件的质量已经达到客户的设计要求,这是笔者近年来在汽车模具设计中的又一成功范例。该模型已成功上市,为客户创造了良好的经济效益。
上一篇:大成模具受邀2024ITES深圳工业展览会启幕
下一篇:模具设计培训-CNC编程培训老师教你实操练习重要吗?